×
搜索
搜索
网站导航
首 页
关于良兴
加工产品
解决方案
生产设备
新闻中心
联系我们
加工产品
拉花系列
无心磨产品...
查看更多+
网花样板
拉花直花样板
拉花齿轮样板
齿轮
网花样板
异形拉花样板
拉花加工
拉花样板
无心磨厂家
无心磨加工
无心磨生产
无心磨批量加工
无心磨加工厂家
无心磨加工生产
无心磨批量生产
无心磨原料加工
精工制造 ·
品质优良
高精度
拥有专业的技术和专业的加工设备与生产管理系统,配备多台高精密检测设备组建自主检测中心,从原材料采购到交付客户全程累计进行各类检测,更大程度上保证金属零配件的精度,使用户用得放心。
高品质
从材料源头开启品质管理,从专业的材料厂商采购优质的产品,所有产品达到相关标准,具备满足客户对金属材料硬度、强度、稳定性和寿命的相关要求,确保在复杂的工作环境以良好的状态运行。
高效率
设备齐全,无需外包即可一站式快速满足您的五金配件定制加工;服务团队经验丰富,技术专业,全检合格,质量经过层层把关,生产周期快,能根据用户需求快速提供生产方案并交付。
高质量
可根据图纸订做各种精密零部件,也可按客户要求生产或样品制造,特殊的表面光洁度,减少摩擦,延长产品寿命,供客户使用的产品品种规格、规格、成品的一致性。
关于良兴
关于良兴
东莞市良兴无心磨拉花厂是一家颇具实力的专业生产高精密机械零件及模具配件的企业。我们以优秀的团队、精良的设备、科学的生产管理和技术,为客户提供高品质的精密产品和优质的服务。引进了台湾高精密无心磨床、拉花机,调直机,压花机等先进的精密设备及测量仪器。 专业加工范围:台湾高精度无心磨床适合各种五...
了解更多
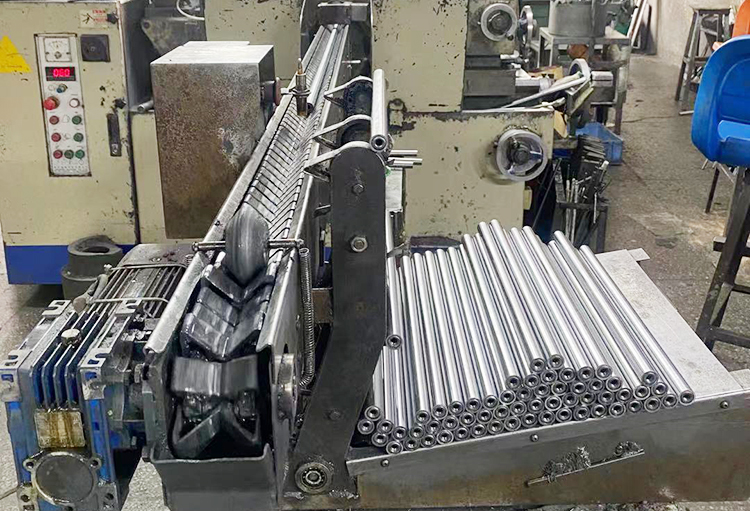
生产设备
新闻中心
公司新闻
行业新闻
无心磨知识
13
2021-03
无心磨保养方法
1、对无心磨床外表保养:无心磨床外表及电机,散热设备表面一定要保持清洁,定时清理抛光耗材粉末。 2、检查、紧固手柄、进给手轮、螺钉、螺母等机件。保持机床完好。 3、无心磨床整机检查:检查无心磨床各部位螺丝,皮带,松紧程度,松动的应调到合适为止。 4、检查各轴承磨损程度如有损坏的应更
13
2021-03
无心磨人加工方式
无心外圆磨床主要有三种磨削方法;通过式、切入式和切入一通过式、通过式无心磨削。工件沿砂轮轴线方向进给进行磨削。调整导轮轴线的微小倾角来实现工件轴向进给。适于磨削细长圆柱形工件。无中心孔的短轴和套类工件等。切入式无心磨削。托板上有轴向定位支点,工件支承在托板一定位置上,以砂轮或导轮切入进行磨削。
13
2021-03
什么是无心磨
一种横向尺寸缩短的无心磨床,该无心磨床特别适合于用在一个小的安装空间中,并能够满足各种生产线的简化和节省空间的要求。由于磨轮修整单元设置在磨轮之上的倾斜向下的位置上,所以不必在磨轮的侧方保持一个用于磨轮修整单元的空间,该空间与传统的无心磨床的横向尺寸最为紧密相关。从而,可以大大地缩小无心磨床的
13
2021-03
东莞无心磨通磨的调整和分析
我们在做无心磨床加工中,会经常遇到产品中间大两头小,或者是中间小两头大,或者是粗糙度超差,或者是在较短的时间内公差变化较大。 其实我们可以对这些问题进行分析并进行调整。 A、因为无心磨床磨削是靠导轮的修整角度配合导轮的倾斜角度(磨削角度),使砂轮和导轮产生一个螺旋线从而推动工件前进。这样的
13
2021-03
无心磨床的基本知识介绍
无心外圆磨床一般简称无心磨床,工件支承在导轮与拖架之间,由导轮驱动工件旋转。砂轮宽度≤250mm时,一般装于主轴端部,宽度>250mm时,则装于主轴中部。砂轮最大宽度可达900mm,砂轮高速旋转磨削,导轮以较慢速度与砂轮同向旋转,带动工件旋转作圆周进给。 无心外圆磨床主要有三种磨削方法;
13
2021-03
无心磨床的研磨原理
无心研削法它是由磨削砂轮,调整轮和工件支架(托架)三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。 无心磨砂轮是安装在无心磨床上使用的一款砂轮,它与导轮、托
13
2021-03
磨床工作台水平怎样调整
1:调整工作台水平: ①水平仪放在磨床工作台中央位置上,把工作台移动至中央位置。 ②放松#3,4,水平调整螺丝,而仅调整#1,2,5,号调整螺丝来调整水平 ③上述调整水平后,再移动磨床工作台至左端,再调整#1,3,调整螺丝 ④将工作台移至右端,再调整#2,4调整水平 ⑤再将
13
2021-03
无心磨加工注意事项
01、开机前检查机台周边状况,机台上不得摆放物品,工件摆放整齐。 02、开机前检查泊箱泊位是否正常,冷却水箱水位,砂轮及导轮与支持刀片的间隙是否正常,是否有工作物或者杂物在机床中。 03、开机前检查开关是否可靠,确认防护罩安全防护是否有效。 04、打开电源,启动液压开关,观察机床液
13
2021-03
无心磨床切削参数
1、无心磨床切削规范 主轴转速 n=3500转/分; 导轴转速 n1=100转/分,n2=70转/分,n3=40转/分; 进给量 s=0.002毫米/秒; 磨削深度 t=0.01~0.3毫米。 当导轮转速采用n2=70转/分,加工零件为Φ=2毫米、L=50毫米时,得到的零件
13
2021-03
无心磨床的外表如何保养
无心磨床特别适合在较小的安装空间中使用,能够满足各种生产线的简化和节省空间的要求。由于砂轮修整单元设置在砂轮上方向下倾斜的位置上,因此不必在砂轮侧面留有砂轮修整单元的空间,这与传统无心磨床的横向尺寸关系最为密切。 良兴出品的无心磨床具有高精度、高刚性、免维护、使用寿命长、性能稳定等众多突出
13
2021-03
进口无心磨床磨工操作规程
1、用手送磨削工件时,手离砂轮应在50毫米以上,不要握的太紧。 2、用推料棒送料肘,要拿牢推料棒,禁止用金属棒。 3、修正砂轮时,要慢慢进刀,并给充分的冷却液。 4、工件在砂轮中间歪斜时,要紧急停车。 5、磨棒料时,要求托料架与砂轮,导轮之间的中心成一直线。严禁磨
13
2021-03
东莞无心磨床的分类
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。 (1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。 (2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。此外,还有兼具
13
2021-03
东莞无心磨床的保养
1、对无心磨床外表保养:无心磨床外表及电机,散热设备表面一定要保持清洁,定时清理抛光耗材粉末。 2、检查、紧固手柄、进给手轮、螺钉、螺母等机件。保持机床完好。 3、无心磨床整机检查:检查无心磨床各部位螺丝,皮带,松紧程度,松动的应调到合适为止。 4、检查各轴承磨损程度如有损坏的应更
13
2021-03
平面磨床的安全操作规程
1、开车前必须穿好工作服,扣好衣、袖,留长发者,必须将长发盘入工作帽内,不得系围巾、戴手套操作磨床。 2、作业前,应将工具、卡具、工件摆放整齐,清除任何妨碍设备运行和作业活动的杂物。 3、作业前,应检查传动部分安全护罩是否完整、固定,发现异常应及时处理。 4、开车前检查机床传动部分
13
2021-03
无心磨保养有什么注意事项
1.开机前检查机台周边状况,机台上不得摆放物品,工件摆放整齐; 2、开机前先检查油箱油位是否正常,冷却水箱水位、砂轮及导轮与支持刀片的间隙是否正常,是否有工作物或杂物在机床中; 3、开机前检查开关是否可靠,确认防护罩等安全防护是否有效; 4、打开电源,启动液压开关,观察机床液压表的
13
2021-03
东莞无心磨的研磨方法
1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。 2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。
13
2021-03
东莞无心磨的介绍
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。 无心磨床研磨原理 无心研削法它是由磨削砂轮,调整轮和工件支架三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度
13
2021-03
无心磨床工作原理和特点
心外圆磨削加工原理 无心外圆磨床它没有床头箱和尾架,而是由托板和导轮支持工件,用砂轮进行磨削。托板的上表面倾斜30°~ 50°,使工件靠切削力紧紧压在导轮上,导轮轴线相对于砂轮轴线有一倾斜角度α(1~5°)。 导轮低速转动靠摩擦力带动工件旋转。由于倾斜角的存在,导轮与工件接触点处的速
在线留言
立即提交
东莞市东坑良兴五金加店 Copyright © 2021 版权所有
技术支持:
东莞网站建设